













Pozinkované plechy
Charakteristika materiálu
Žárově pozinkované plechy jsou vrstveným materiálem, ve kterém se optimální vlastnosti oceli (viz fyzikální parametry) spojují s ochranným účinkem zinkové vrstvy proti korozi. Žárově pozinkovaná ocel se vyrábí kontinuálním způsobem. Ocelový plech válcovaný za studena je jako základní materiál průběžně čištěn, žíhán a v roztavené zinkové lázni pozinkován. Oboustranný nános zinku má nastavenou tloušťku pomocí tryskového stírání.
Povrchové úpravy
Gramáž zinkové vrstvy u žárově pozinkovaných plechů se pohybuje v rozsahu 60-450 g/m2 vždy oboustranně. Hodnota gramáže je uvedena v názvu materiálu - např. DX51D + Z275 je plech s ocelí DX51D (viz fyzikální parametry) a zinkovou vrstvou gramáže 275 g/m2. Tloušťka zinkové vrstvy je v rozsahu 10 - 25 µm. V průběhu tuhnutí zinku se vytváří typická struktura povrchu - tzv. zinkové květy. Velikost zinkových květů lze řídit cíleným ovlivňováním tuhnoucí vrstvy zinku, případně chemického složení zinkové lázně. Tímto způsobem lze dosáhnout povrchu bez zinkových květů, stejně jako povrchů s různými zinkovými květy. Běžné zinkové květy toto provedení se získá při neovlivňování tuhnutí zinkového povlaku.
Malé zinkové květy
Záměrným ovlivňováním zinkové vrstvy během tuhnutí se vytvoří velké množství malých zinkových květů. Tím se dosáhne povrchu stejnoměrného vzhledu.
Dodatečné válcování
Touto dodatečnou úpravou jsou zinkové květy v jejich nejvyšší vrstvě zarovnány. Tímto způsobem se dosáhne stejnoměrného šedého, matného povrchu. Další povrchovou úpravou jsou plastové vrstvy. Vzhledem k tomu, že žárově zinkované ocelové plechy, doplněné plastovými vrstvami, jsou nejvíce používaným materiálem v systému DEKMETAL, jsou jejich vlastnosti a parametry popsány v samostatné části Plechy s organickým povlakem.
Zpracování
Spojování
Klasické způsoby spojování, jako je nýtování, spojování šrouby, vroubkování, obrubování apod. lze bez problémů používat, protože těmito způsoby není ohrožen ochranný účinek zinku proti korozi. Při spojování s jinými kovy je nutno přihlížet k tomu, že při vzniku elektrochemického článku vzniká nebezpečí kontaktní koroze.
Svařování
Běžné způsoby tavného svařování lze používat i u pozinkovaných plechů. Nevýhodou je zde však porušení zinkové vrstvy v místě sváru. Proto je doporučeno provést dodatečnou ochranu zinkovým nátěrem. Pro svařování se spíše doporučuje odporové svařování, při němž zůstává ochrana proti korozi do značné míry zachována.
Životnost a koroze
Ochranné parametry zinkové vrstvy
Na povrchu zinku se tvoří již po krátké době působením vlhkosti šedá, silně ulpívající vrstva z oxidačních produktů zinku - zinková patina. Tento povlak je na vnější straně trvale odbouráván a současně je ze zinku pod ním doplňován. Doba trvání této ochrany je tedy závislá na tloušťce zinkové vrstvy a parametrech vnějšího prostředí.
Bílá rez
Bílá rez je bílým, nežádoucím, objemným a špatně ulpívajícím produktem koroze zinku. Může vznikat v důsledku nepříznivých podmínek při dopravě a skladování; například při větších rozdílech teploty. Kapilárním účinkem u těsně na sobě ležících plechů proniká kondenzovaná voda hluboko do stohu plechů nebo svitků. Přitom vzniká zinková patina, ale v důsledku nedostatečného přivádění vzduchu se nemůže odpařovat voda. Tímto dochází velmi rychle k odbourávání této patinové vrstvy a vzniku bílé rzi. Menší množství bílé rzi má pro ochranu proti korozi malý vliv. Pro svůj nápadný vzhled je však nežádoucí. Pro zabránění poškození povrchu bílou rzí během dopravy a skladování může být ocelový pás zinkovaný ponorem pasivován chromátováním anebo může být dodán v naolejovaném stavu.
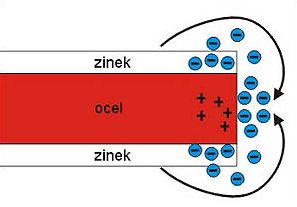
Katodická ochrana
Fyzikální parametry
Z hlediska požadavků na použití ocelových plechů v systémech DEKMETAL se pro popis a fyzikální parametry oceli používají dva typy oceli a příslušné normy (ČSN EN 10346, ČSN EN 10143).